Your project spec sheet says “stainless steel tubing, 1.5mm wall thickness.” Your supervisor asks which welding process to use. If your answer is “just weld it,” that knowledge gap can mean costly rework — and nobody wants to explain that in a budget meeting.
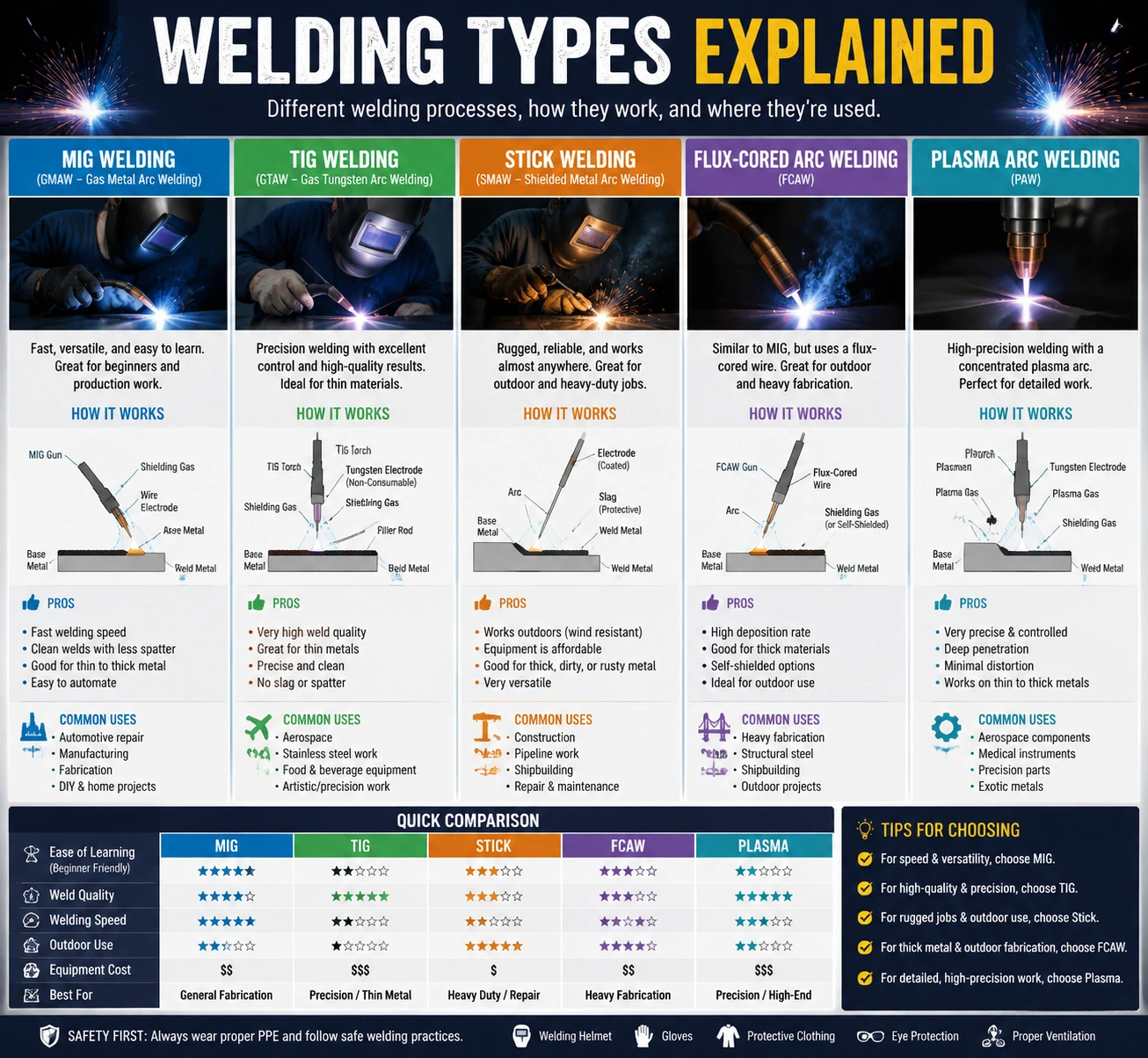
The American Welding Society recognizes over 90 joining processes. In practice, most workplaces rely on four: MIG, TIG, Stick, and Flux-Core. Each one is built for different materials, environments, and skill levels. Choosing wrong doesn’t just affect weld quality — it affects your timeline and budget.
By the end of this guide, you’ll understand what each major welding type does, when to use it, and how to make a confident process recommendation — even if you’ve never picked up a welding torch.
Let’s start with what separates them.
What Are Welding Types and Why Do They Matter?
The Core Concept in Plain Terms
Welding joins two pieces of metal by melting them together, usually with a filler material added. Different welding types (the method used to create heat and protect the molten metal) produce very different results. Choosing the wrong process is like using a paintbrush to fill a crack in a wall — technically possible, but far from ideal.
The four processes covered here account for the vast majority of industrial welding worldwide.
Why the Wrong Choice Costs Real Money
Using TIG welding on thick structural steel takes three to five times longer than MIG on the same joint. Multiply that across a production run and the cost difference is significant.
Why this matters to you: Even in non-welding roles — procurement, project management, quality assurance — understanding process selection helps you catch specification errors before they hit the shop floor.
MIG, TIG, Stick, and Flux-Core: What Each One Does
MIG Welding (GMAW): Fast and Forgiving
MIG stands for Metal Inert Gas. Formally called GMAW (Gas Metal Arc Welding), it feeds a continuous wire through a handheld gun. The arc melts the wire and base metal simultaneously. A shielding gas — typically argon or CO₂ — protects the molten pool from atmospheric contamination.
Think of MIG like a hot glue gun: fast, straightforward to control, and reliable for most everyday jobs.
- Best for: Mild steel, stainless steel, aluminum (with the correct gas mix), thicknesses from 0.6mm and up
- Skill level: Low to moderate — most beginners produce decent welds within days
- Key limitation: Wind disrupts the shielding gas. Outdoor use requires windbreaks or process changes
MIG accounts for roughly 50% of all industrial welding in North America. That’s why it’s typically the first process professionals learn.
TIG Welding (GTAW): Precision Over Speed
TIG stands for Tungsten Inert Gas. Formally called GTAW (Gas Tungsten Arc Welding), it uses a non-consumable tungsten electrode — tungsten has a melting point above 3,400°C — to create the arc. The welder feeds a separate filler rod with one hand while controlling amperage with a foot pedal.
It’s like drawing with a fine-tip pen instead of a broad marker. Cleaner results, but slower and more demanding.
- Best for: Thin materials, exotic metals (titanium, Inconel), visible welds where aesthetics matter — food-grade equipment, aerospace
- Skill level: High — requires two-hand coordination plus foot control
- Key limitation: Slow deposition rate. Not cost-effective for high-volume structural work
If a spec calls for TIG on 20mm carbon steel joints with high production-rate expectations, that’s a flag worth raising.
Stick Welding (SMAW): Built for the Field
Stick welding — formally SMAW (Shielded Metal Arc Welding) — uses a flux-coated consumable electrode. As the electrode melts, the coating releases gas that shields the weld pool. No external gas cylinder is needed. That makes it the only major process that works reliably in wind, rain, and remote field conditions.
Think of Stick as the pickup truck of welding: not the most refined, but dependable anywhere.
- Best for: Structural steel, pipeline repairs, outdoor construction, material thicknesses above 3mm
- Skill level: Moderate — slag (solidified flux residue) must be chipped off after each pass
- Key limitation: Slower than MIG; requires more cleanup between passes
Flux-Core (FCAW): The Outdoor Wire-Feed Option
FCAW (Flux-Cored Arc Welding) looks like MIG from the outside — same wire-feed gun — but the wire is hollow and filled with flux. That flux generates its own shielding, making FCAW more wind-resistant than MIG.
It bridges the gap between MIG’s speed and Stick’s outdoor capability. Shipbuilding and structural construction rely on it heavily for exactly that reason.
How to Choose the Right Welding Type
Compare the Four Processes Side by Side
| Process | Best Materials | Thickness Range | Environment | Skill Level |
|---|---|---|---|---|
| MIG (GMAW) | Mild steel, SS, aluminum | 0.6mm and up | Indoor | Low–Medium |
| TIG (GTAW) | All metals, thin & exotic | 0.5mm–10mm | Indoor | High |
| Stick (SMAW) | Carbon steel, cast iron | 3mm and up | Indoor/Outdoor | Medium |
| Flux-Core (FCAW) | Mild steel, structural | 1.2mm and up | Outdoor-ready | Low–Medium |
Key takeaway: The right welding type fits the material, the environment, and the available skill level — in that order.
Two Questions That Cut Through the Confusion
Before recommending any process, ask:
- Where does the weld happen? Outdoors or drafty? Use Stick or Flux-Core. Controlled indoor shop? MIG or TIG.
- Who is doing the welding? A skilled TIG welder on thin stainless adds genuine value. The same process with an undertrained operator produces defects that fail inspection.
Common Mistakes When Specifying a Welding Process
Defaulting to One Process for Everything
The most frequent error in non-specialist workplaces: using MIG for every application because “it’s what we have.” MIG is versatile — but not universal. Running MIG on thin aluminum without the correct wire type, gun liner, and gas mix causes porosity (gas pockets trapped inside the weld) and cracking.
Each process was designed for specific conditions. Deviating from them means accepting lower quality or higher rework rates.
Overlooking Weld Position
A flat joint (1G/1F position) is the easiest to weld. Overhead (4G/4F) is the hardest. Not every process performs equally in every position. If your joint is in a tight corner or above the welder’s head, factor that into process selection before the job starts — not after the first failed inspection report.
Key takeaway: Weld position is as important as material type. Always confirm both before specifying a process.
What You Can Do Right Now
You now understand the four major welding types, what distinguishes each one, and how to match them to real project conditions. That knowledge is immediately useful in procurement reviews, project planning, and quality discussions.
Your action step: Next time you see a welding process listed in a project spec, cross-reference it against the comparison table above. Does the process match the material, thickness, and environment? If something seems off, you now have the vocabulary to ask the right question.
For deeper learning: The American Welding Society offers a free Welding Processes resource library at aws.org — no purchase required, and the content is industry-standard.
Frequently Asked Questions
Q1: What’s the real difference between MIG and Flux-Core if they use the same gun?
A: The key difference is how shielding works. MIG relies on an external gas cylinder to protect the weld pool. Flux-Core uses flux packed inside the wire, which burns and creates its own shielding — no cylinder required. That makes Flux-Core far more practical outdoors or in windy conditions. MIG generally produces a cleaner, neater bead in a controlled shop environment. If you’re choosing between them, the deciding factor is almost always where the work takes place.
Q2: Should a beginner learn TIG before MIG?
A: Most training programs recommend starting with MIG or Stick. TIG requires simultaneous control of the torch, filler rod, and a foot-operated amperage pedal — a steep coordination demand for someone new to arc welding. Starting with MIG builds arc awareness and hand steadiness, which makes TIG training faster and more effective. Learning TIG first isn’t impossible, but it lengthens the learning curve significantly.
Q3: Is Stick welding becoming obsolete?
A: Not at all. Stick (SMAW) remains the dominant choice for field repairs, pipeline work, and structural jobs in remote or outdoor locations. Its core advantage — no gas cylinder needed — makes it irreplaceable wherever portability matters. Wire-feed processes have grown in controlled shop environments, but in oil and gas, heavy construction, and remote infrastructure work, Stick is still the standard.
Q4: How do I spot a problematic welding specification in a contract?
A: Check three things: the specified process, the base material, and the applicable inspection standard (for example, AWS D1.1 governs structural steel welding). If a contract specifies TIG on thick structural carbon steel with aggressive production-rate targets, that combination is unrealistic — TIG is too slow for that application. The comparison table in this article gives you a fast sanity check. Flag anything that looks mismatched before sign-off, not after production begins.
Q5: What credential helps non-welders understand welding specifications better?
A: The Certified Welding Inspector (CWI) credential from the American Welding Society is the most recognized qualification for roles involving welding quality, inspection, or procurement. It covers process knowledge, welding symbols, codes, and inspection methods — and it does not require you to weld yourself. Even partial study of the CWI Body of Knowledge will sharpen your ability to evaluate specs and assess supplier capability.